花札はもともと、多くの色彩が加えられていてカラフルに美しいのが魅力の基礎であった。そのために花札の製造では手仕事が大事にされて、張り抜き、カッパ摺りの技法が用いられていた。これまで、この制作工程については、昭和四十八年(1973)の『季刊「銀花」』第十三号[1]、昭和五十二年(1977)の『京都』第三百八号[2]、平成七年の『中央公論』二月号[3]などで詳細に紹介されている。ここでは、これらに掲載された挿絵写真を活用しつつ、この時期に確立した手作り花札の製作工程を見ておきたい。
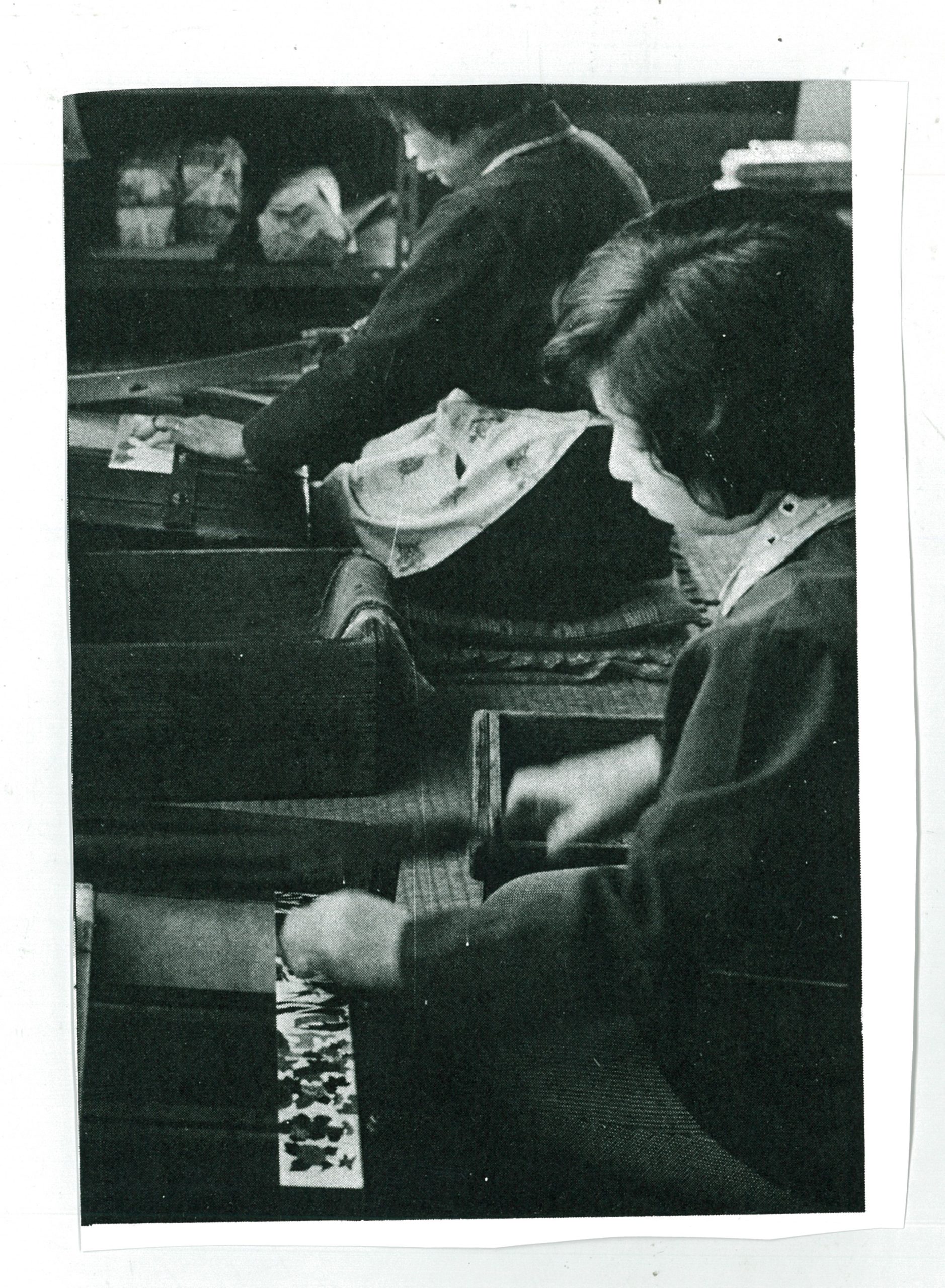
(『季刊「銀花」』ヨリ)
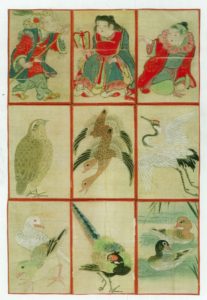
花札のカード作りの最初の作業は「表紙(おもてがみ))の製作である。ここではまず版木に四十八枚のカルタの線描画を四段、十二行に彫り、それを摺り出す。これが「骨摺り」である。仮に百組を作る計画であれば百二十枚を摺っておくが、その際に、これと別に図像に載せる色の数に合わせて何枚か摺って「カッパ摺り」(ステンシル)の原紙として準備しておく。この原紙では、彩色をする部分を切り抜いてから全体を菜種油に浸して、堅牢で顔料をはじく型紙に加工する。「カッパ摺り」に使われる顔料の色は、黒色、赤色が中心であるが、その他に「菊」「紅葉」の札の黄色、「萩」「芒」「紅葉」の札の茶色、「菖蒲」「柳」の札の水色、「桜」の札の桃色、「菖蒲」「牡丹」「菊」「紅葉」の紫色などがある。六、七枚の型紙が必要になる。それが揃ったら、表紙(おもてがみ)に「カッパ摺り」(ステンシル)の方法で色を重ねてゆく工程に移る。この工程については少し下で扱う。
(『中央公論』ヨリ)
次の作業工程は「生地」作りである。花札は、花札一組四十八枚分の大きさの芯紙三、四枚を合版のように貼り合わせて「生地」に仕立て、乾燥させ、その上から彩色した表紙を貼り合わせて、それを札の大きさに四十八枚に切り分けて作る。花札の広告に「本四枚」と書かれているのはこうした本格的な四枚仕立の方法で製作したものであるという意味である。明治の花札職人の技は見事で、芯紙三枚と表紙一枚の四枚の紙を貼り合わせる時には、各々、刷毛に糊を付けて一回塗るだけで貼り合わせていくので、合計三回しか刷毛を振ることはないのだが、裏紙も貼り合わせてできあがった一組四十八枚のカードを重ねてみると合計で一寸二分五厘の高さになる。これがちょうど手の中にうまく収まる厚みであって、刷毛を三度振るって寸分の狂いも来ないのが職人の誇りであった。すでに紹介したように、江戸時代後期の「武蔵野」の一組の厚みは一寸二分五厘であった。その伝統はしっかりと伝承されていたのであって、江戸時代から明治時代にかけて、日本の職人技は見事だったと思う。

なお、ここで使う糊は生麩糊(しょうふのり)で、これに重みと堅さを与えるために砥粉(とのこ)を混ぜるが、京都では山科の砥石が良いとされたし、大阪では淡路島の土が良いとされていた。もともとは「生地」作りはすべて和紙を用いた作業であったが、後には安物の花札では芯紙は堅牢な洋紙を用いることも多くなった。そのために重さが不足するので、薄い錫板を挟んで製作する「錫入り花札」、多少誇大表記して「銀箔包」が大正期(1912~26)以降に製作されたこともある。いずれにせよ、干して乾燥させ、厚みのある「生地」が仕上がるのである。


(『季刊「銀花」』ヨリ)
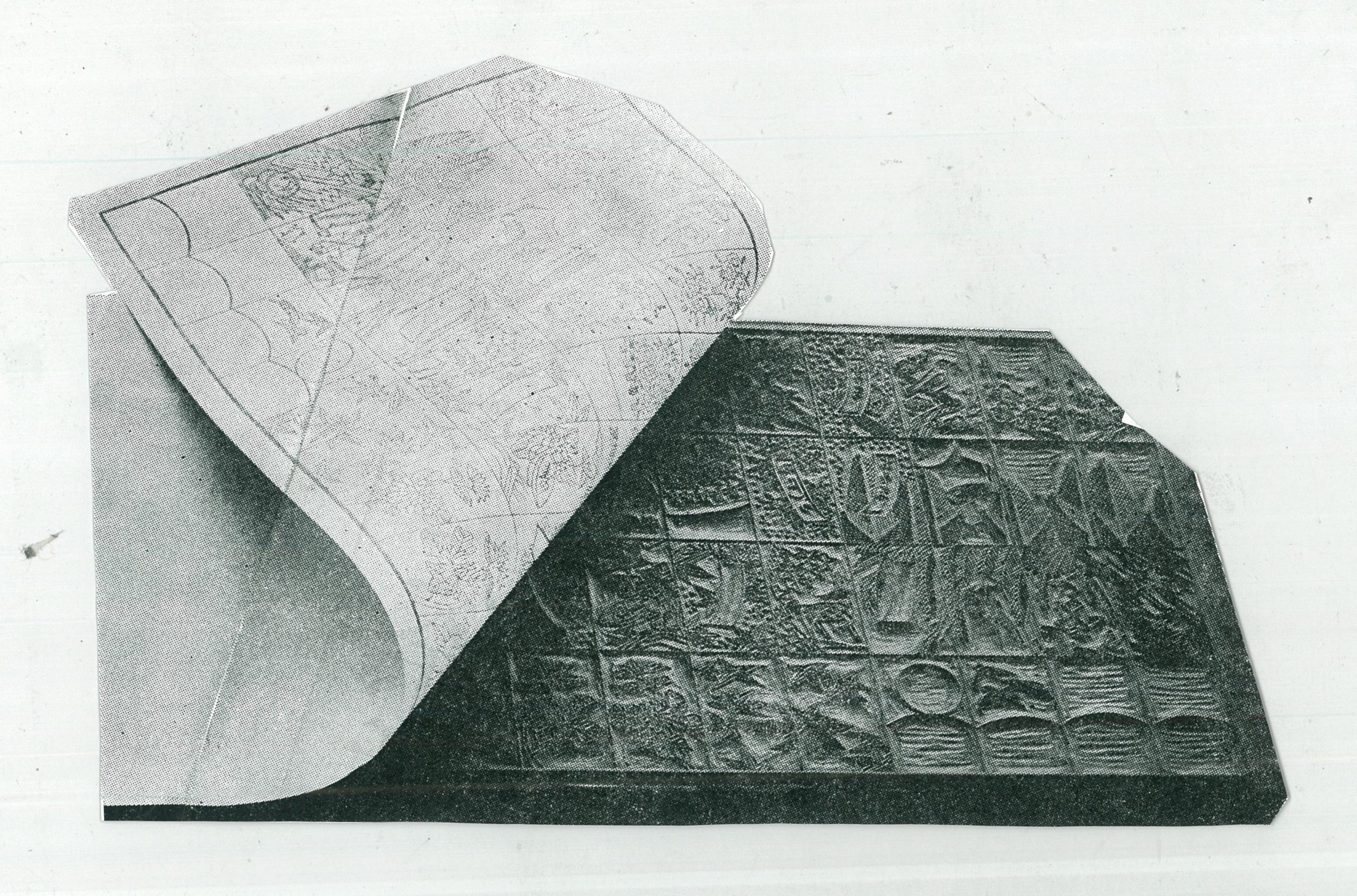
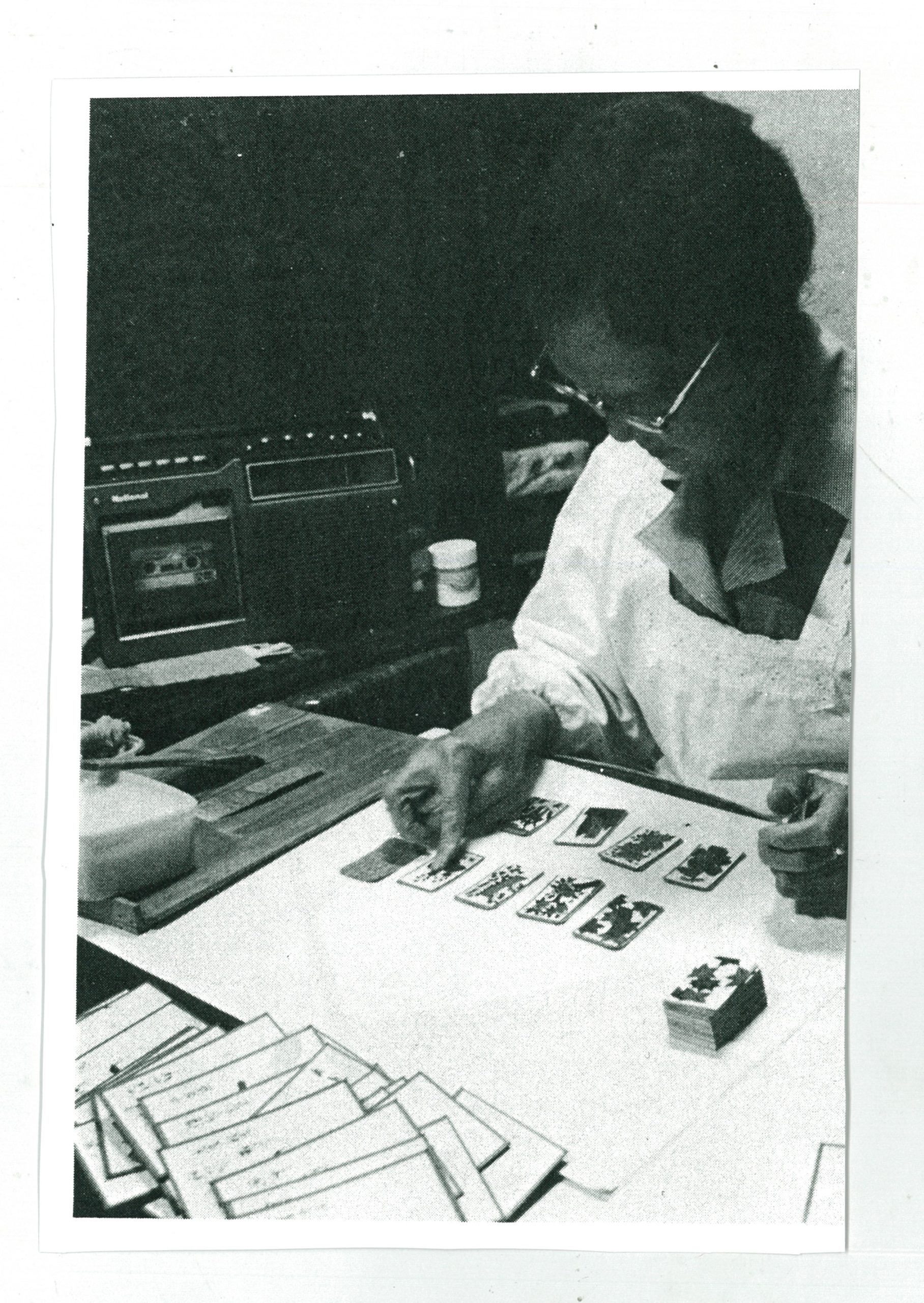
次に、花札の図像に沿って順次に彩色する工程に移る。上糊を施した骨摺りの紙の上に原紙を載せて刷毛でその色の顔料を塗りつける。切り抜かれた箇所だけが骨摺りの上に彩色されることになる。この彩色の作業がスムースに進められるように、版木を作る際に四十八枚のカードの配置が考えられる。長年大量のカードを効率的に製作するので職人の手仕事の手順も一定してきて、各々のカードの位置はおのずと同じ場所に落ち着くので、京都や大阪の花札ではどのカルタ屋の物でも大体同じ場所に同じ札が置かれる。骨摺りから色の摺りまで何度か用紙は濡らされたり乾かされたりするので収縮が生じ、色を重ねる際に隅の部分では表紙と型紙がずれるがそれは不可避のことなので構わず彩色する。これが手摺りの花札の味わいだと思われている[4]。
次に、「菊」の杯にある寿の文字等、いくつかの微妙な点について、木片を彫って部分の版木を作って印鑑の様に捺してゆく。昔は銀、その後は錫を溶かした溶液を押捺した。なお、彩色が終わった表紙にはつや出しに備えて柿渋が塗られる。
この複雑な作業を短縮し、あるいは省略するために明治期にはさまざまな改良が考案され、明治時代後期(1902~12)には、木版摺りであっても使用するインクを工夫して製作過程で水に濡らしても顔料が滲む(業界用語でいう「泣く」という状態)ことがないようにした。また、これは花札ではないのだが、彩色が赤、青程度で済む賭博用の「めくりカルタ」や「かぶカルタ」などでは木版摺りで彩色まで済ませて、完成した表紙を貼りつけて「生地」を作るという手順の逆転が可能になったし、安価な大量生産のために機械印刷の表紙を使うようになると、同じような逆転が始まった。
(『京都』ヨリ』)
(『京都』ヨリ)
彩色の終わった表紙は芯紙と貼り合わせる。この「生地」を、四十八枚のカードに切断して、裏紙と貼り合わせる。そのために裏紙を用意しなければならない。裏紙は和紙を板張りして刷毛で松墨ないしベンガラ(紅殻)を塗って乾燥させ、表紙より少し大きく切断する。日本の花札の裏紙が無地で傷ひとつないことは欧米人を驚かせた。もともと欧米のカードでは、製紙技術の限界でどうしてもシミや傷が残り、それを裏紙に使うとそこからカードの中身が対戦相手に露見してしまうという致命的な欠点が生じた。この傷を隠すために、カードの裏面にはドットや唐草などの模様を細かく入れなければならなかったので、日本のカルタが無地で実用に耐えるほどに製作技術の水準が高いことに驚いたのである。この裏紙作りはカルタ屋の技術の見せどころでもあり、張板を使ってピンと張った物を製作してカードより少し大きめに細かく切断して使う。ただ、後には、岐阜に裏紙専門の製作会社ができて、京都のカルタ屋はそこの裏紙を購入して使うようになり、自家製の裏紙という工程は省略されるようになった。
(『季刊「銀花」』ヨリ)
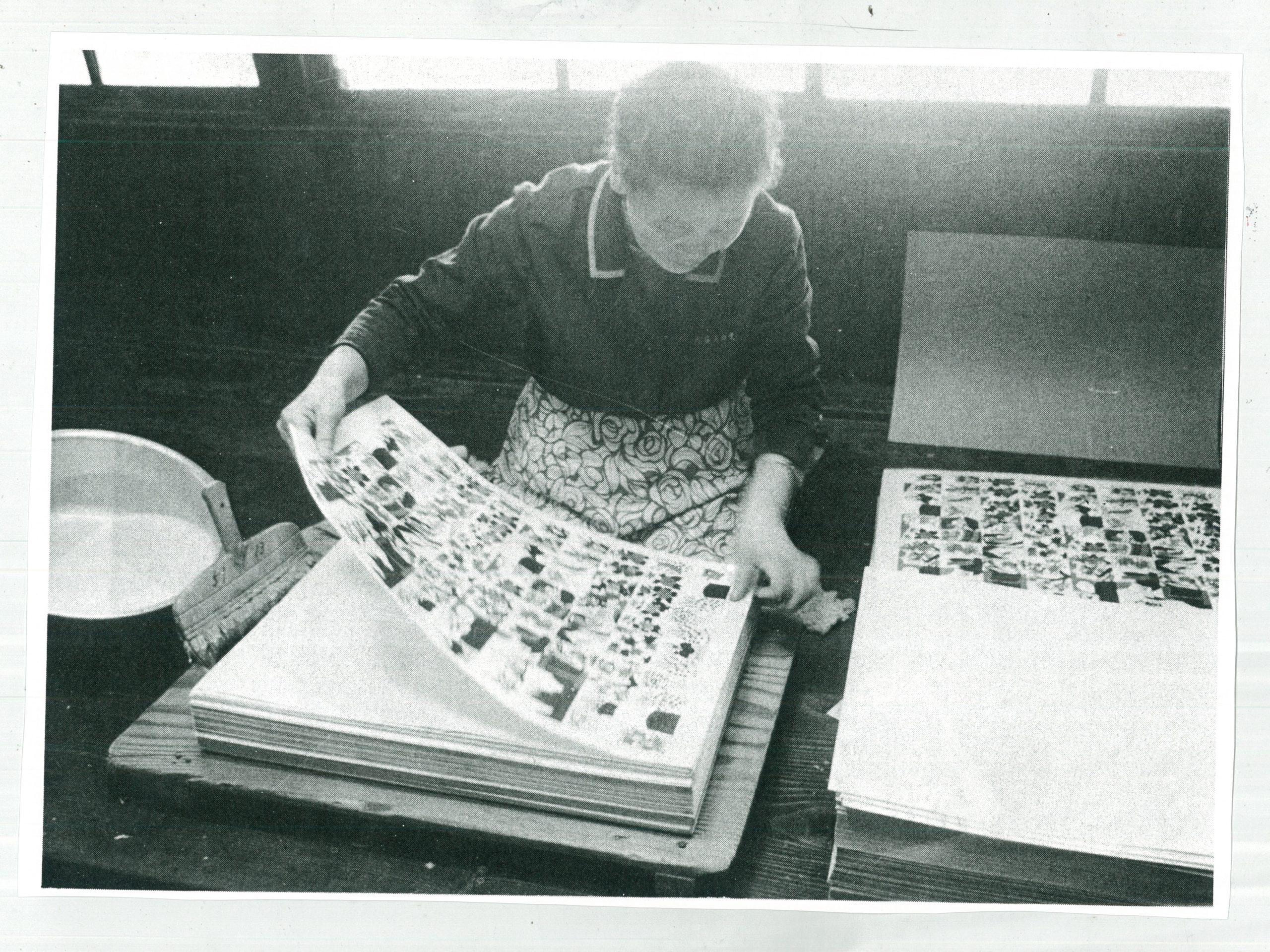
次に、「生地」と裏紙を貼り合わせて、表紙の外側にはみ出した裏紙の部分は折り返して表紙の縁とする。これを縁返し(へりかえし)と呼んでいる。この際には、表紙を正確に中央に貼り、四周の余部を折り返した時に表紙のヘリが上下左右とも正しく一ミリ幅に仕上げるのが職人の技である。よく、現代に素人が手作りした花札やその他のカルタを見かけるが、いずれもヘリが二ミリ程度まで太くて野暮ったいし、上下左右のヘリの幅も不揃いになりがちで、改めて明治期の職人技のすごさを感じる。この縁返しの工程は一番機械化が難しく、女性の手内職で進められていた
(『京都』ヨリ)

(『京都』ヨリ)
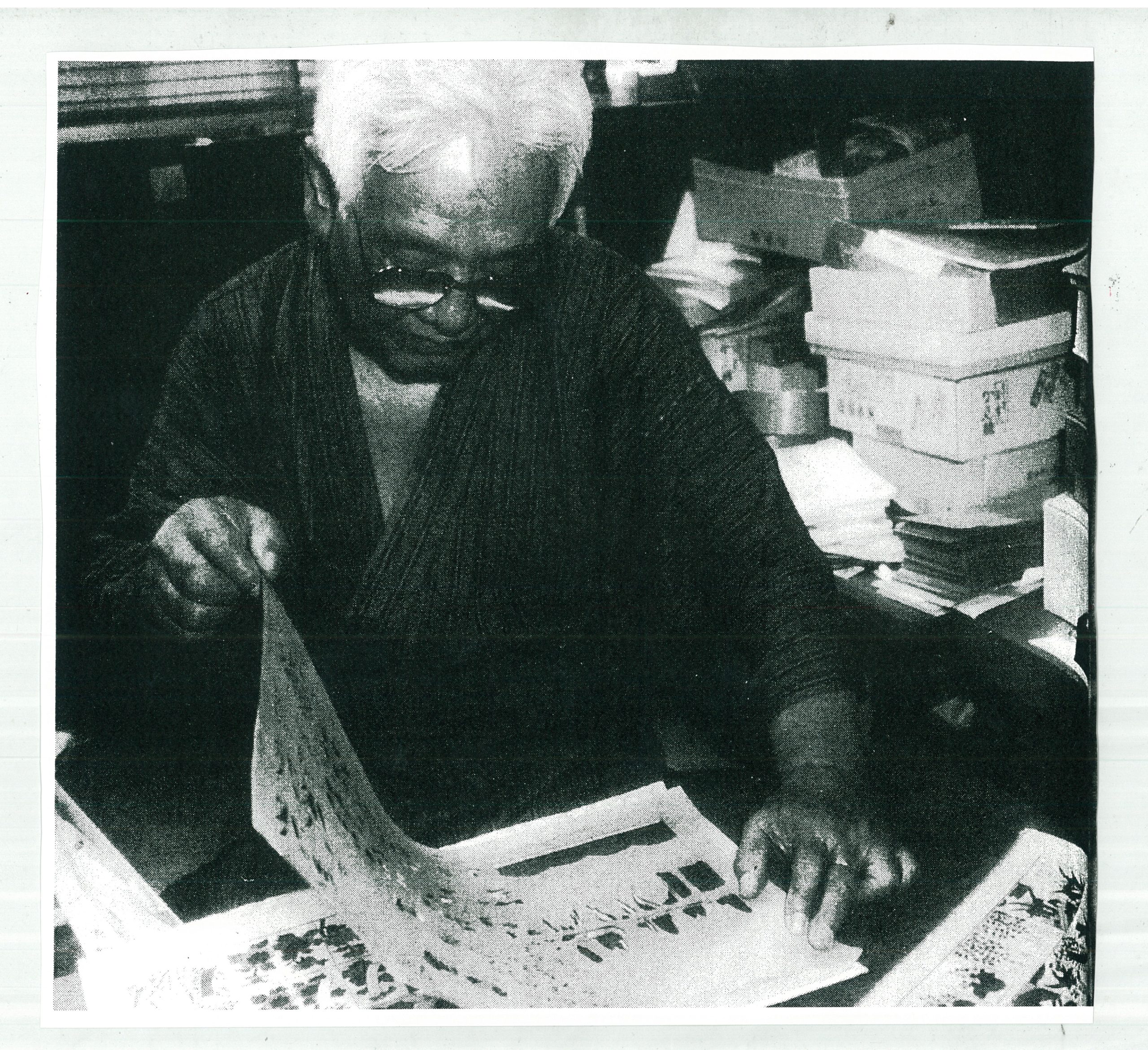
貼り合わせが完成したカードは、乾燥させた後でローラーにかける「艶出し」の工程に進む。江戸時代のカルタ職人を描いた絵には手動のローラーを使っているところが描かれているが、さすがに明治期以降は機械化が進んだ。しかし工程の基本は同じで、カードを椿の木材で作った二つの丸いローラーの間を通して柿渋からつやを出し、二つのローラーの回転の微妙な違いで裏側に少し反った状態に仕上げる。こうして反りと艶と滑りよさを確保したのである。なお、その際に、日本はカードを叩きつけてパチン、パチンと音をさせながら勝負するという他の国にはほとんど例のない伝統があり、いい音を出せるように花札の四隅が少し下にある四足のお膳のように仕上げる「お膳作り」が理想で、ローラーを何回かくぐらせることでこれを作り出す。その際に上下左右のバランスが微妙に狂うと太鼓橋のように上下だけに、あるいは京都の銘菓の「八つ橋」のように左右だけにそりが入ってしまい、これは不良品として安価に売られた。

なお、この「艶出し」には小さな挿話がある。明治年間後期(1903~12)に、ドイツの会社が日本への花札の輸出を試みて、ベルギーのカルタ屋に下請生産させたことがある。日本の花札の艶出しは高品質であったので、それに匹敵できるように、ベルギーのカルタ屋は札の表面にゴムの塗料を塗った。これが「護謨(ゴム)引」であり、日本の伝統的な製法に近づけようとする代替の工夫だったのだが、西欧崇拝の強い日本では、「護謨引」は高品質の証しとして通用し、あえて「ゴムビキ」と謳う商品まで登場した。これはまるで、アメリカのすし屋で、日本産の食材不足を補う苦肉の策で始めた「アボガド巻」が名物になり、日本のすし屋に逆輸入されて名物レシピとして提供するようになった例と似ていておかしい。

これでカードとしては一応完成である。これを、傷やシミがないか等の検品をして、さらに、一組四十八枚の構成に誤りがないように底に四十八枚のカードが貼ってある木箱に一枚ずつ同じものを置いていき、揃ったらその四十八枚を集めて、鬼札、白札その他の附属物と共に細い紙片をバンドのように使ってまとめて包装紙で包む。以前は太めの帯封程度の簡単な包み方であり、五組を裸のままで一まとめにして羊羹のように一棹、二棹としていた。この商品としての包装はこれまでに紹介されたことはないが、私の手元には二例あるので本邦初公開といこう。一点は京都の商標が「かぎヱ」の「四季のかるた」一棹である。表面に「西京かぎヱ製造」とある。江戸時代からの伝統的な包装の仕方であるが、「西京」は江戸が「東京」になってからの京都の呼称であるから、明治時代のものであることが分かる。明治前期のものであろう。もう一点は同じく京都の田中玉水堂のものである。表面には、「内務省居濟」とあるが「内務省届濟」の誤記であろう。次に「登録商標」とあるので、同店が登録した明治二十六年(1893)以降のものであることが知れる。その下には、「ヤマ田」の商標と「諸かるた製造販賣亰都本舗玉水堂笹平」とある。田中玉水堂の主人は谷中平兵衛である。京都が「亰都」であるのが時代を感じさせる。
これが明治期の花札の手作りの手順である。明治二十年代(1887~96)以降の花札ブームは、こうした製造技術の継承、洗練をもたらした。明治期の花札を調査しているときにこの時期の優れた製品に出会うと、百年後の今でも寸分も狂いのない姿に感銘することがある。図像はしっかりと彩色されていて、札の大きさも手の中にぴたりと収まり、重さもしっくりとしていて、大事な史料なのでさすがに叩きつけて音を検査することはしないが、実際に使ったらさぞかし気持ちがいいであろうと思うのである。
だが、この時期は、膨大な需要を賄うように、安価な製品が多く作られた時期でもあった。新興の「山内任天堂」では、創業者の山内房次郎の考えで手作りでも製作工程を縮小してコストの安いものを作ることを試みた。前述した、赤色と紺色(黒色)の版木二枚で「めくりカルタ」や「かぶカルタ」の表紙の摺りを済ませてしまったのも任天堂であった。印刷のインクも工夫して水が触れても滲まないものにした。こうして製作した安価な花札が市場で歓迎されて「任天堂」は業界で一定の位置を築くことができた。この他のメーカーでも、表紙を機械印刷にする。用紙を洋紙に切り替えるなどの機械化が進み、普通の需要に向けては製作費用が安価なものが販売されるようになった。だが、「生地」と裏紙を貼り合わせて縁返しをする工程だけはどうしても近代化できなくて、花札製作は京都の女性が携わる家内生産の手工業製品という性格を脱することはなかった。
そして、コストを下げる意味もあって、女性の工賃は低額に抑えられていた。また、その一部は花札で支払われた。すでに百組の花札を生産するときには百二十枚の表紙を用意すると書いたが、これが下職の工員に渡され、百組の完成品を納入させることになる。残りの二十組は給料代わりの工員の取り分で雇い主のカルタ屋には渡さないで売ってよいとされる。税金の関係があったので密かに売られていたものと思う。百二十組分のカードから裏貼りもきちんと仕上げた上質のものを百組分選ぶので、いい加減な仕事をしていると自分の取り分に残る二十組が不良品になってしまって高く売れない。そこで女性の工員は百二十組分のカードがすべて上質のものになるように努力するので、結果的に花札の品質の維持、向上に役立つ仕組みになっていたようである。また、こうして鍛えられた女性たちが裏紙を貼って縁返しを行っていて、京都、大阪のカルタ屋が業界内で圧倒的に優位であったのも彼女たちを把握していたから、つまり彼女たちのおかげと言えよう。カルタ屋の主人のインタビューで教えてもらった話であるが。
[1] 「かるた余話」『季刊「銀花」』第十三号、文化出版局、昭和四十八年、四七頁。
[2] 渡辺敏「かるた風土記」「ばろくてひち」『京都』第三百八号、白川書院、昭和五十二年、一六頁、二十六頁。
[3] 「はんなりと洒脱―手摺り花札の再生」『中央公論』平成十七年二月号、中央公論社、平成十七年、二四二頁。
[4] 長谷川放心「正月とかるた」考古四巻一号、一二頁。「殊に墨版を木版で刷り、色彩をカッパ版で施したものなどは、彩色の赤や青がずれて、粗末のやうではあるが、またそれだけに素朴で単純な、芸術味は一種の雅致と云へるやうなものさへ匂はせてゐる。」